top of page



Super Active TAWERS
· 고속 용접+극 저 스패터에서 생산성 향상에 기여
· 스패터 최대 99%삭감(종래비)
· 판금화가 진행되는 높은 장력 강판 등의 용접에 대응
· 알루미늄의 고품질 용접
· 고 전류 450A의 고속 용접
High End
Super Active TAWERS 설명
고속 용접+극 저 스패터에서 생산성 향상에 기여
"Super Active TAWERS"는 용접 전원 융합형 로봇"TAWERS WGⅢ/WGHⅢ"에 "슈퍼 액티브 와이어 용접 법"이라는 와이어의 고정도 송급을 조합함으로써 스패터의 발생량을 대폭 삭감하면서 고속 용접을 실현하는 용접 로봇입니다.

연강 SPCC
이음으로 가스 CO2판 후(판두께)t 3.2 mm
용접 전류 320 A용접 속도 110 cm/min


판금화가 진행되는 높은 장력 강판 등의 용접에 대응
HBC(Heat Balance Control)프로세스에 의한 판금화가 진행되는 높은 장력 강판 등의 용접에 대응합니다.


고장력 강(980 MPa)
이음으로 가스 MAG 판 후(판두께)t 0.8 mm
용접 전류 150 A용접 속도 100 cm/min
고 전류(High Power)450A의 고속·나카 후판 용접
"Super Active TAWERS HP"는 Super Active TAWERS가 더욱 50%이상의 고속화를 실현하고 400A에서도 60%이상의 스패터를 저감이 가능합니다.

연강 SPCC
이음 세로용으로 가스 CO2판 후(판두께)t 1.6 mm
용접 전류 380 A
용접 속도 260 cm/min(시모진 30°)
와이어 YM-50(Φ 1.2)

연강 SPHC
이음 하향 필릿 가스 CO₂ 판 후(판두께)t 9.0 mm
용접 전류 320 A와이어 YM-50(Φ 1.2)
알루미늄의 고품질 용접을 실현
연강에서 실증된 S-AWP의 최고 저 스패터 성능을 알루미늄으로 전개했습니다.40A~180A의 폭넓은 전류 지역에 대응하고 있어 고속 용접 및 적용 판 후(판두께)의 확대가 가능합니다.

알루미늄 A5052
이음 T이음 판 후(판두께)t 3.0 mm
용접 전류 155 A용접 속도 60 cm/min
박판 알루미늄 용접에 위력을 발휘합니다.
알루미늄 A5052
이음 맞대기 판 후(판두께)t 0.6 mm
용접 전류 50 A용접 속도 150 cm/min

아연 도금 용접에서 스패터·블로 홀을 저감
일반적인 용접 와이어(솔리드 Φ 1.2)을 사용할 수 있습니다.CO2뿐만 아니라 MAG용접에도 적용할 수 있습니다.
폭넓은 감시자 양으로도 효과를 발휘합니다.
CO2가스 45~190 g/m2
MAG가스(80:20)45~60 g/m2
MAG가스(90:10)45~60 g/m2


250 A 80 cm/min
아연 도금 강판 판 후(판두께)2.3 mm으로
슈퍼 액티브 와이어 용접 법은
용접 와이어가 정송과 환송을 반복 고정도 송급 제어.와이어의 단락 및 개방을 확실히 하기로 스패터를 억제합니다.

TAWERS WGⅢ/WGH
CO2용접에서 저 스패터를 실현
용적 이행 안정화 제어(MTS제어)으로 CO2특유의 스패터를 억제합니다.
CO2용접이라 얻을 수 있는 안정된 냄비형 상용는 자세를 유지하면서 풀 디지털 용접기(350GB2)과 비교해서 150A영역에서 최대 75%스패터를 저감 합니다.

박판 MAG용접 스패터 발생을 크게 저감
용접 파형 제어 기술로 단락 영역의 저 스패터화를 실현합니다.풀 디지털 용접기(350GB2)과 비교해서 150A영역에서 최대 90%스패터를 저감 합니다.

고속의 펄스 용접[HD-Pulse]
아아크장을 짧은 아크 폭을 좁게 함으로써 고속 용접시의 용접량 부족으로 언더 컷을 억제합니다.
단락 이행이므로 드롭 이행보다 저 입열.GAP유도이 향상합니다.

용접 조건의 간단한 설정이 가능(용접 네비]
오랜 경험에 의한 축적한 풍부한 "용접 조건 데이터베이스"를 표준 탑재하고 있으므로, 티이치 팬던트로 용접 조건을 쉽게 확인, 설정할 수 있습니다.또 자동 설정된 조건에서 다리 길이·용접 속도 조절이 가능하며 그 변경에 응하고 전류·전압 조건을 자동 계산합니다.그래서 용접 조건 국물의 시간을 단축할 수 있습니다.
"연결"을 선택하면 형상에 맞추어 화면이 바뀝니다.
그리고는 " 판 후(판두께)"를 입력하면 됩니다.
더"다리 길이""용접 속도"의 조정도 가능합니다.변경에 응하고 전류/전압 조건을 자동 계산합니다.

용접 내내 끝에서의 품질 향상과 고속 처리가 가능
용접 내내 끝에서 용접 파형 제어 와이어 송급 제어와 함께 로봇이 성화를 고속으로 리프트 업 처리합니다.

고속 TIG용접 고 용착 용접을 실현[TAWERS TIG]
양호한 아크 스타트를 실현하고 용접 품질 향상과 지휘봉 시간 단축에 실현합니다.고주파 시작, 터치 스타트 선택 가능합니다.전극·필러선의 근접화에 와이어 가열 효과를 올릴게요.

커브드 넥에 따른 안정된 충전 송급을 실현함으로써 용접 품질 향상과 의도 차이 억제에 효과를 발휘합니다.
슬랙 솔루션
슬랙 박리에 의한 페인트 벗겨지다를 막고 고품질의 확보가 됩니다.
슬랙의 발생은 건전한 용접 결과의 증거

-
CO2가 아크 열로 CO와 O에 분해
-
용융 금속 내에서 와이어 중의 Si와 Mn이 O와 결합
-
SiO2이나 MnO(광재)이 발생
※강 중에도 O2근원이다.
※O가 생기면 블로 홀과 피트가 되어서 슬래그는 건전한 용접 결과의 증거
슬랙은 발창의 원인이 되어 대책이 필요
용접 때 발생한 슬래그가 비드의 표면에 붙어 있으면, 전착 도장을 할 수 없기 때문에 녹이 발생하는 경우가 있습니다.
그래서 슬랙이 비드의 표면에 남지 않는 시공이 요구되고 있습니다.
연강/스테인리스(CO2/MAG/MIG)
S-AWP:Super Active Wire Feed Process
HBC:Heat Balance Control
OP:옵션 대응

*1:MTS-CO2대응,*2:SP-MAG대응,*3:HD-Pulse대응,*4:리프트 출발, 리프트 엔드 외
알루미늄(MIG)

1:교류(AC)의 S-AWP용접 법은 없습니다*2:리프트 출발, 리프트 엔드 외
TIG

*1:고속 TIG대응
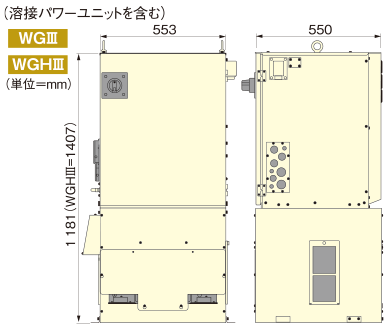
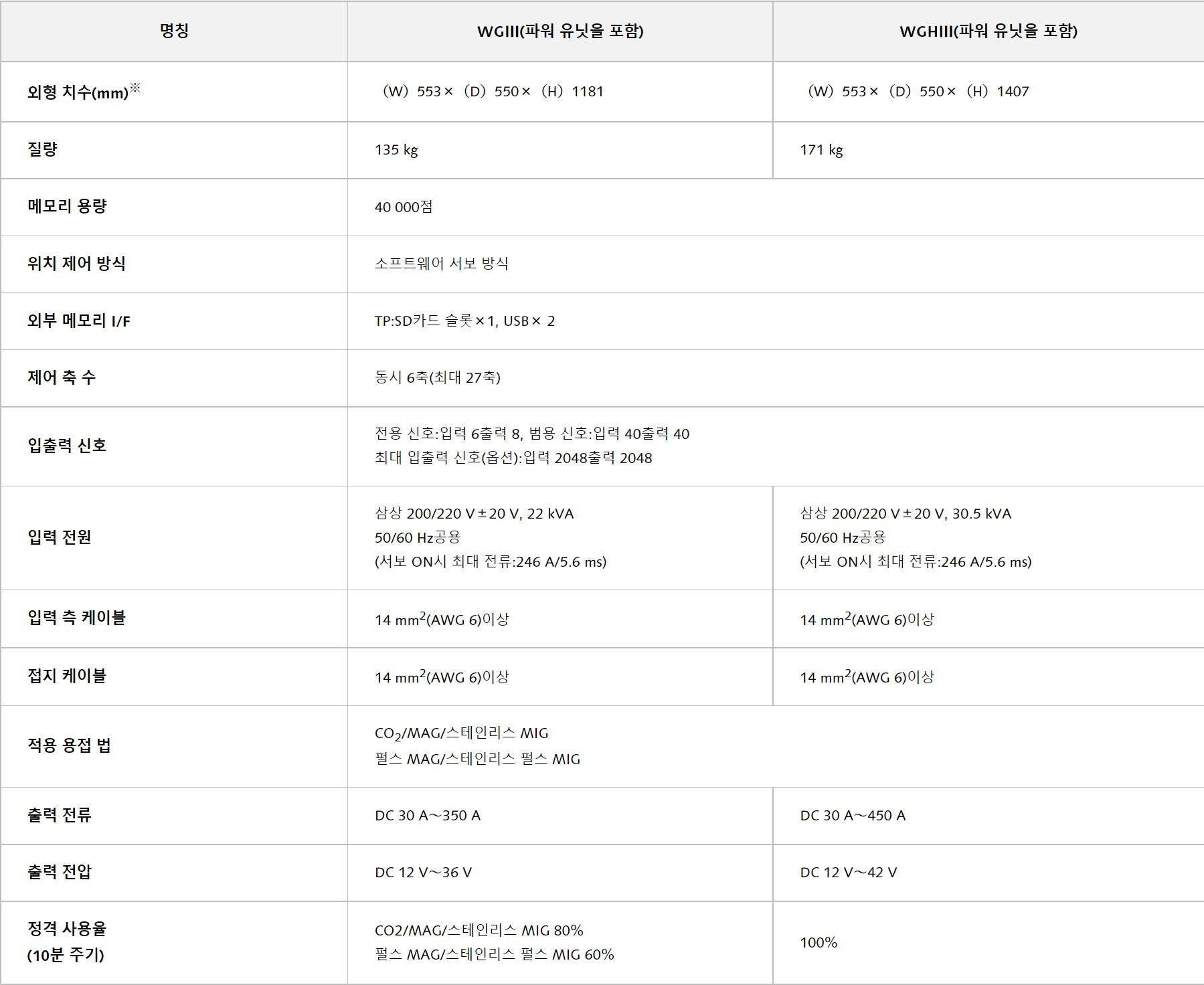
외형 치수
■ 컨트롤러 외형 치수
■ 티이치 펜던트 외형 치수

콘트롤러 표준 사양
bottom of page