Super Active TAWERS
Contributes to productivity improvement in high-speed welding + ultra-low spatter
Reduction of spatter by up to 99% (compared to the previous one)
· Corresponds to welding of high-tensile steel plates, etc., where sheet metalization is in progress
High-quality welding of aluminum
High-speed welding with high current of 450A
High End
Super Active TAWERS Description
Contributes to productivity improvement in high-speed welding + ultra-low spatter
"Super Active TAWERS" is a welding robot that achieves high-speed welding while significantly reducing the amount of spatter generated by combining the high-precision wire feeding called "Super Active Wire Welding Method" with the "TAWERS WGⅢ/WGHIII" welding power source convergence robot. .

mild steel SPCC
After gas CO2 plate as joint (plate thickness)t 3.2 mm
Welding Current 320 A Welding Speed 110 cm/min


Corresponds to welding of high-tensile steel plates, etc., where sheet metalization is in progress.
It responds to welding of high-tensile steel plates, etc., in which sheet metalization is progressed by the HBC (Heat Balance Control) process.


High tensile steel (980 MPa)
After gas MAG plate as joint (plate thickness)t 0.8 mm
Welding Current 150 A Welding Speed 100 cm/min
High-power 450A high-speed, medium thick plate welding
In "Super Active TAWERS HP", Super Active TAWERS achieves a higher speed by more than 50%, and it is possible to reduce spatter by more than 60% even at 400A.

mild steel SPCC
After gas CO2 plate for vertical joint (plate thickness)t 1.6 mm
Welding current 380 A
Welding speed 260 cm/min (simojin 30°)
Wire YM-50 (Φ 1.2)

mild steel SPHC
Joint Downward Fillet Gas CO₂ After Plate (Plate Thickness)t 9.0 mm
Welding current 320A wire YM-50 (Φ 1.2)
Realization of high-quality welding of aluminum
The highest low spatter performance of S-AWP demonstrated in mild steel has been developed in aluminum. It supports a wide current range of 40A to 180A, enabling high-speed welding and expansion of the applied plate thickness (plate thickness).

Aluminum A5052
After joint T-joint plate (plate thickness) t 3.0 mm
Welding Current 155 A Welding Speed 60 cm/min
Works great for thin aluminum welding.
Aluminum A5052
After joint butt plate (plate thickness)t 0.6 mm
Welding Current 50 A Welding Speed 150 cm/min

Reduction of spatter and blowholes in galvanized welding
Common welding wire (solid Φ 1.2) can be used. Applicable for MAG welding as well as CO2.
It is also effective with a wide range of watchers.
CO2 gas 45-190 g/m2
MAG gas (80:20) 45~60 g/m2
MAG gas (90:10) 45~60 g/m2

Introduction of Zi-Active Before→ After
It realizes defect-free welding with suppressed spatter and blowholes.

250 A at 80 cm/min
After galvanized steel plate (plate thickness) to 2.3 mm
Super active wire welding method
High-accuracy feeding control by repeating feeding and returning welding wires. Spatter is suppressed by making sure that the wire is short-circuited and opened.

TAWERS WGⅢ/WGH
Realized low spatter in CO2 welding
The volume transfer stabilization control (MTS control) suppresses spatter peculiar to CO2.
Compared to a fully digital welder (350GB2), the spatter is reduced by up to 75% in the 150A area while maintaining the stable pot-type commercial posture obtained by CO2 welding.

Significantly reduced thin plate MAG welding spatter
Weld waveform control technology achieves low spatter in the short circuit area. Compared to a fully digital welder (350GB2), spatter is reduced by up to 90% in the 150A area.

High-speed pulse welding [HD-Pulse]
By shortening the arc length and narrowing the arc width, undercut is suppressed due to insufficient welding amount during high-speed welding.
Since it is a short transition, low heat input and GAP induction are improved compared to drop transition.

Simple setting of welding conditions is possible (welding navigator)
Since a rich "welding condition database" accumulated through years of experience is standard, you can easily check and set welding conditions with the Teach Pendant. In addition, it is possible to adjust the leg length and welding speed under automatically set conditions and respond to the change. and automatically calculates the current and voltage conditions. Therefore, the time required for preparing the welding conditions can be shortened.
When "Connect" is selected, the screen changes according to the shape.
After that, just input “After plate (plate thickness)”.
Furthermore, "leg length" and "welding speed" can be adjusted. Current/voltage conditions are automatically calculated in response to changes.

Improved quality and high-speed processing at the end throughout welding
Along with welding waveform control and wire feeding control at the end throughout the welding, the robot lifts the torch at high speed.

Realization of high-speed TIG welding and high-deposit welding [TAWERS TIG]
It realizes good arc start, improves welding quality and shortens baton time. High frequency start and touch start can be selected. The wire heating effect is increased by the proximity of electrodes and filler wires.

By realizing stable charging and supplying with a curved neck, it is effective in improving welding quality and suppressing the difference in intention.
slack solution
It prevents paint peeling due to slack peeling and ensures high quality.
Occurrence of slack is evidence of sound welding result

-
CO2 decomposes into CO and O by arc heat
-
Si and Mn in the wire combine with O in the molten metal
-
SiO2 or MnO (slag) is generated
※It is also a source of O2 in the river.
※When O is formed, it becomes a pit with the blow hole, and the slag is evidence of sound welding results.
Slack is a cause of eruption, so countermeasures are needed
If slag generated during welding adheres to the bead surface, rust may occur because electrodeposition coating cannot be performed.
Therefore, a construction that does not leave slack on the surface of the bead is required.
Mild Steel/Stainless Steel (CO2/MAG/MIG)
S-AWP: Super Active Wire Feed Process
HBC: Heat Balance Control
OP: optional correspondence

*1: MTS-CO2 compatible, *2: SP-MAG compatible, *3: HD-Pulse compatible, *4: Lift start, lift end, etc.
Aluminum (MIG)

1: There is no alternating current (AC) S-AWP welding method*2: Lift start, lift end, etc.
TIG

*1: High-speed TIG response
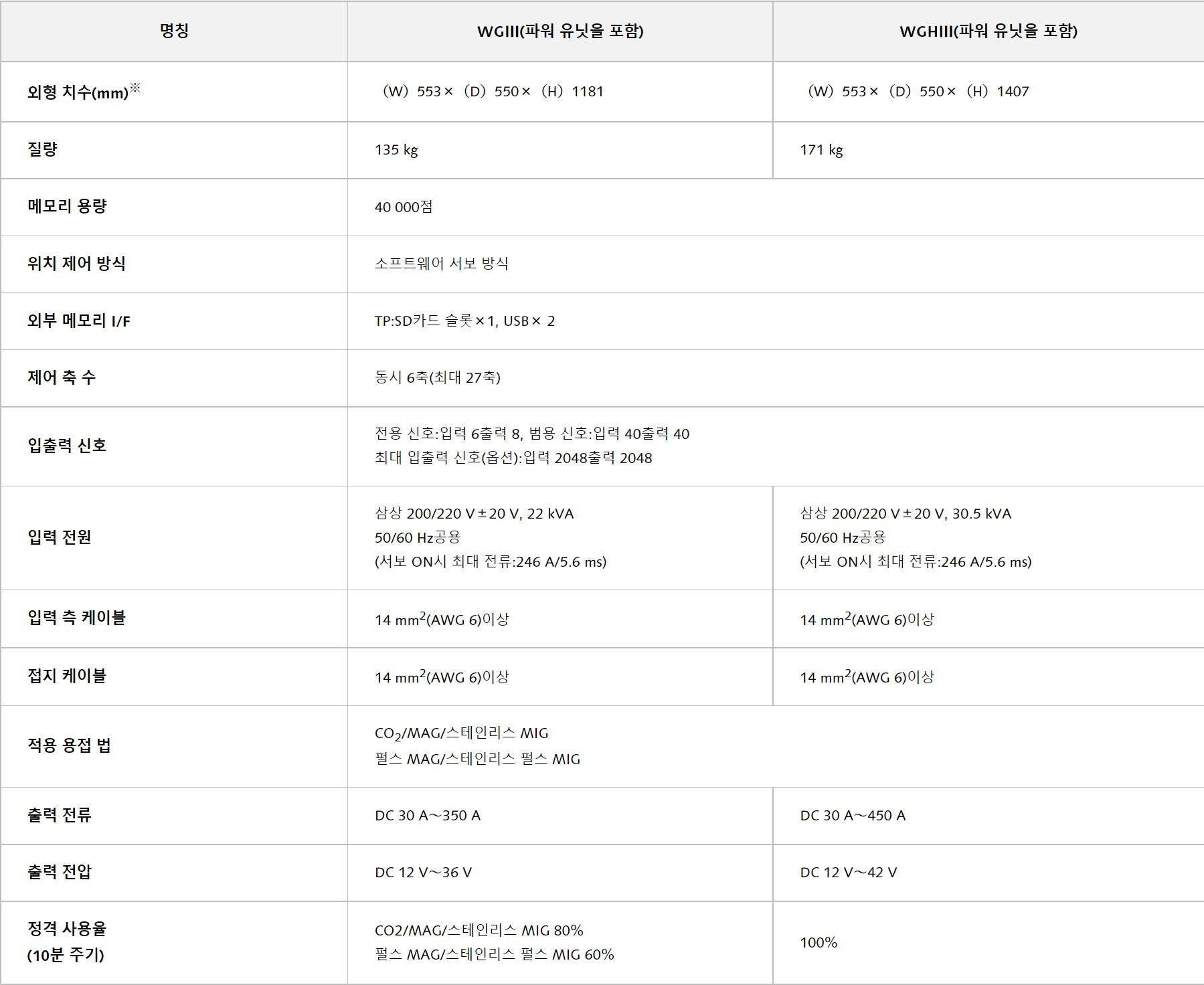
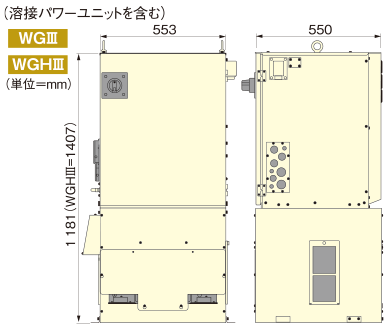
external dimensions
■ Controller external dimensions
■ Dimensions of Teach Pendant

Controller standard specifications